擬岎姺丒擬廂弅僠儏乕僽傪偍扵偟側傜僄僗働乕傊丅
搶嫗搒戜搶嬫尦愺憪3-14-2 TEL:03-5828-7341 FAX:03-5828-7346 Mail:info@sk-co-ltd.com

- HOME
- 惢昳埬撪
- 3尋媶幚尡梡婍嬶惢昳俬俶俢俤倃
- A僠儏乕僽丒儂乕僗椶惢昳 1僠儏乕僽丒儂乕僗椶
- e擬廂弅丒擬岎姺僠儏乕僽椶
擬廂弅僠儏乕僽偺廂弅壛岺朄丒旐暈壛岺朄
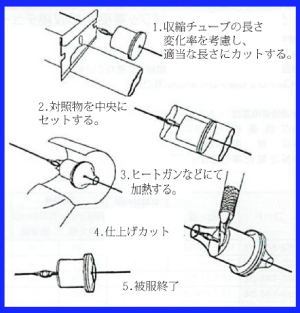
| 擬廂弅僠儏乕僽偺廂弅壛岺朄丒旐暈壛岺朄 1丒廂弅僠儏乕僽偺僒僀僘慖戰偵偮偄偰乮TFE2X丒TFE4X丒TOF偺応崌乯 懳徾暔偺奜宎偑廂弅屻偺撪宎1.5攞偵側傞偺偑栚埨偱偡丅 乮FEP1.3偺応崌乯 懳徾暔偵懳偟廂弅慜撪宎偺嵟傕彫偝偄僒僀僘偑揔摉偱偡丅 2.壛擬婡婍偲壛擬曽朄 僸乕僩僈儞偑嵟傕斈梡揑偱廂弅僠儏乕僽偺宎曽岦偵嬒堦偵壛擬偟傑偡丅 偦偺嵺懳徾暔傪夞揮偝偣傞偐2戜偺僸乕僩僈儞傪巊梡偡傞側偳偵偰丄擬偑晹暘揑偵廤拞偟側偄傛偆偵偟傑偡丅 傑偨揹婥楩乮揹婥弞娐幃乯愒奜慄僸乕僞乕僈僗僶乕僫乕側偳傕棙梡偝傟偰偄傑偡丅 仸偁傜偐偠傔懳徾暔傪梊擬偟偰偍偔偲廂弅帪娫偺抁弅傗偒傟偄側巇忋偑傝偵岠壥偑偁傝傑偡丅 3.壛擬壏搙乮TFE2X丒TFE4X丒TOF偺応崌乯 壛擬壏搙偺愝掕偼僸乕僩僈儞偱350乣370搙丄揹婥楩偱340乣350搙偑栚埨偱偡丅 TFE偺梈揰327搙偱摟柧偵側傝廂弅傪奐巒偟傑偡丅姰慡側廂弅偼偦偺屻偺椻媝壏搙偱側偝傟傑偡丅 乮FEP1.3偺応崌乯 栺60搙偐傜廂弅傪奐巒偟丄120搙偱傎偲傫偳廂弅偟傑偡丅乮姰慡廂弅壏搙偼200搙偱偡丅乯 4.偛拲堄帠崁 乮TFE2X丒TFE4X丒TOF偺応崌乯廂弅帪偵彮検偺暘夝僈僗偑敪惗偟傑偡偺偱姺婥偺拲堄偑昁梫偱偡丅 |
 |
|---|
擬廂弅僠儏乕僽埬撪
| 昳柤 | 摿惈 | 梡搑 | 夋憸 |
| 僔儕僐乕儞擬廂弅僠儏乕僽亙擄擱梡亜 | 擬廂弅 | 擄擱惈 擬廂弅 僠儏乕僽丅 |  |
| 僔儕僐乕儞擬廂弅僠儏乕僽亙堦斒僞僀僾丒擄擱惈亜 | 擬廂弅 | 墛傗擬偵嫮偄丅 |  |
| 働儉僼儘乕® TFE亅係倃 亙僼僢慺庽帀擬廂弅僠儏乕僽亜掕広1.2m | 擬廂弅 | 僼僢慺庽帀 |  |
| 働儉僼儘乕® FEP亅侾丏俁 倃 亙僼僢慺庽帀廂弅僠儏乕僽亜 | 擬廂弅 | 壛岺惈丅 |  |
| 働儉僼儘乕® TFE亅俀倃 亙僼僢慺庽帀擬廂弅僠儏乕僽亜掕広1.2m | 擬廂弅 | 懴擬 懴栻昳惈 揹婥愨墢惈丅 |  |
| PFA擬廂弅僠儏乕僽 | 擬廂弅 | 僐僱僋僞乕傗僷儚乕働乕僽儖偺揹婥愨墢丅 |  |
| PFA儘乕儖僇僶乕 | 壛擬廂弅 |  | |
| FEP擬廂弅僠儏乕僽 | 擬廂弅 | 擬廂弅僠儏乕僽丅 |  |
| 働儉僼儘乕®俿俷俥乮TFE乛FEP俀憌乯亙僼僢慺庽帀擬廂弅僠儏乕僽亜 | 擬廂弅 | 僼僢慺庽帀 |  |
| 僯僔僠儏乕僽亙僄僠儗儞丒僾儘僺儗儞僑儉擬廂弅僠儏乕僽亜 | 擬廂弅 | 妸傝巭傔 僷僀僾椶偺曐岇 杊怘丅 |  |
| 僗儈僠儏乕僽亙億儕僄僠儗儞擬廂弅僠儏乕僽亜 | 擬廂弅 | 愨墢 曐岇 曗嫮 杊怘 揹怘杊巭 擬廂弅僠儏乕僽丅 |  |
| 僸僔僠儏乕僽<墫壔價僯乕儖擬廂弅僠儏乕僽> | 擬廂弅 堦斒 | 攺庤 僴儞僪儖 媼攔悈娗偺曐岇旐暍丅 |  |
| 僸僔僠儏乕僽<墫壔價僯乕儖擬廂弅僠儏乕僽> | 擬廂弅 擄擱 | 傾儖儈揹夝僐儞僨儞僒偺奜憰梡丄揹婥晹昳偺曐岇丄愨墢丅 | |
| 壦嫶億儕僆儗僼傿儞擬廂弅僠儏乕僽 | 愙拝嵻晅 | 働乕僽儖宲偓栚晹暘曐岇 愨墢 揹婥夞楬 僐乕僪偺懝彎杊巭 僐儞億乕僱儞僩偲傾僙儞僽儕曐岇 |  |
| 擄擱擬廂弅億儕僆儗僼傿儞 | 擬廂弅 擄擱G5 | 揹婥晹昳愨墢丒揹慄旐暍丒幆暿梡 |  |
| 擄擱擬廂弅億儕僆儗僼傿儞 | 擬廂弅 擄擱G1 |  |
彜昳偑尒偮偐傜側偄応崌偼嵞搙塃忋惢昳専嶕僣乕儖傕偛棙梡偔偩偝偄丅
83A10擬廂弅庽帀僠儏乕僽(偙偺僇僥僑儕乕庽帀僠儏乕僽傪慡偰尒傞応崌偼乽83A10擬廂弅僠儏乕僽乿偱儅僢僠偟傑偡丅)
 擬岎姺僠儏乕僽偼偙偪傜亜亜亜
擬岎姺僠儏乕僽偼偙偪傜亜亜亜
